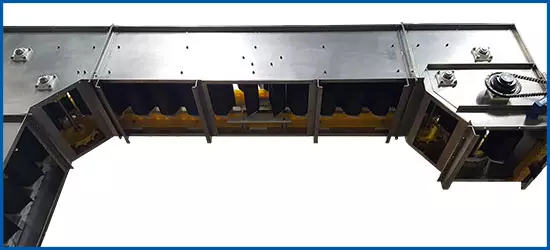
Over the course of multiple decades we have introduced numerous innovations in vertical conveying. This experience and pioneer spirit has allowed us to become a leader in the design and manufacturing of bucket elevators. The high quality and high capacity systems we build have proven themselves under the most demanding conditions, for instance heavy duty applications in mining or cement production.
The development of high quality continuous steel cord belts, as well as the bucket fastenings make it possible to build equipment capable of handling material flows of 2,000 m3/h and more. This equates to a remarkably high conveying speed.
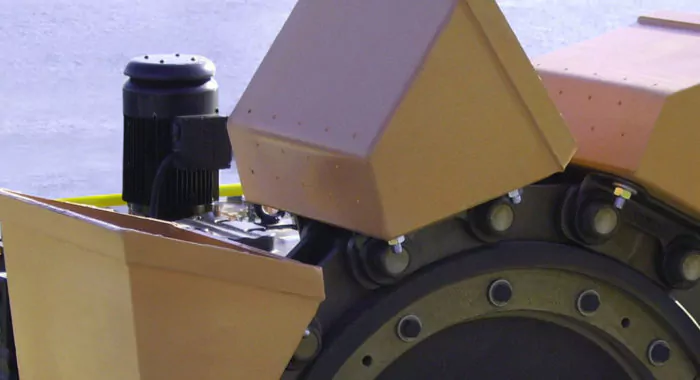
In the cement industry, bucket elevators can reach conveying heights of up to 200 m for feeding heat exchangers. We also manufacture explosion-proof versions of bucket elevators.